不锈钢钢管10年生产批发
品质保障 值得信赖
全国订购热线: 13927776689






不锈钢材料的特点
在接下来的时间里,我将尽力为大家解答关于不锈钢材料的特点/a的问题,希望我的回答能够给大家带来一些思考。关于不锈钢材料的特点/a的话题,开始讲解吧。
文章目录列表:
1.精密不锈钢管件的特点有哪些?2.不锈钢制品具有是由合金材料制成的有不易生锈的特点?
3.如何正确的认识各种不锈钢材质的特性
4.什么是不锈钢?不锈钢有什么特点?不锈钢有哪些分类?
5.不锈钢加工特点以及加工工艺?

精密不锈钢管件的特点有哪些?
答;精密不锈钢管件的特点有哪些? 不锈钢精密管? 不锈钢精密管件? 精密钢管? 合金精密钢管 ? 是经过真空光亮退火的不锈钢管,其一般用于特殊气体或者液体输送,同时是EP管的母材。适用于生物制药,电子洁净车间厂区,高纯气体,高要求 洁净实验室,液晶显示,太阳能光伏,多晶硅等领域。精密管 不锈钢精密钢管? 应用得如此广泛,其到底有什么特点。下面,罡正不锈钢带大家了解下304不锈钢精密管的特点。?
#医疗设备? #汽车配件? #机械加工? #船舶设备 #军工制造
尺寸精准;精密管 精密钢管? 合金管? 合金精密钢管? 的尺寸精度外径在50.5mm的,壁厚和外径的公差控制在±0.05mm范围以内,? 外径在50mm的,壁厚和外径的公差控制在±0.08mm范围以内。
不锈钢制品具有是由合金材料制成的有不易生锈的特点?
不锈钢是一种耐腐蚀、耐高温的合金,属于合金金属材料。当亮度接近镜子时,触感强烈且寒冷。它是一种相对前卫的装饰材料,具有优异的耐腐蚀性、成型性、相容性和强韧性。用于重工业、轻工业、日用品工业、建筑装饰等行业。
它不容易生锈,因为不锈钢除了铁之外还含有铬、镍、铝和硅。在钢中添加铬和其他元素后,钢的结构可以更加均匀,从而改变钢的性能,使其难以侵入腐蚀性物质。一层氧化物保护膜附着在不锈钢表面,这自然很难生锈。
:主要特征
①焊接性
不同的产品用途对焊接性能有不同的要求。一类餐具一般不要求焊接性能,甚至包括一些锅类企业。大多数产品需要具有良好焊接性能的原材料。
②耐腐蚀性
大多数不锈钢产品要求具有良好的耐腐蚀性,一些外商也对产品进行耐腐蚀性试验:用氯化钠水溶液加热至沸腾,一段时间后倒出溶液,清洗干燥,并称量重量损失,以确定腐蚀程度(注:抛光产品时,由于砂布或砂纸中的铁成分,测试时表面会出现锈斑) 当钢中铬含量的原子百分比不小于12.5%时,钢的电极电位会突然从负电位变为正电位,从而防止电化学腐蚀。
③抛光性能
在当今社会,不锈钢产品一般在生产过程中进行抛光,只有少数产品,如热水器和饮水机内衬,不需要抛光。要求原材料具有良好的抛光性能。
④耐热性 耐热性是指不锈钢在高温下仍能保持其优异的物理机械性能。
影响抛光性能的主要如下:
① 原材料表面缺陷,如划痕、麻点、过度酸洗等。
② 原材料质量问题。硬度太低,不易抛光,并且硬度太低,拉深时表面容易出现桔皮,。
③ 拉深后的产品,变形较大的区域表面会出现小黑点和起皱,从而影响BQ性能。
如何正确的认识各种不锈钢材质的特性
不锈钢是不易生锈的,不表示不会生锈.正因为它不易生锈, 人们才把它称为不锈钢.普通的不锈钢是往铁里掺18%左右的铬制成的, 也就是说它是一种合金.此外还有往铁里掺合镍等制成的不锈钢.不锈钢与铁相比之所以不易生锈, 是因为用不锈钢制成薄板时, 其表面会形成一层很结实的覆膜, 将内部保护起来.这种覆膜是一种氧化物, 其实也是一种”锈”, 因而也可以说不锈钢是一种比铁还易於生”锈”的金属, 但它生的”锈”恰恰起了保护膜的作用.与此类似的是铝.在铝的表面也能形成一层氧化覆膜, 所以铝也不易生锈.不锈钢也好, 铝也好, 它们都有这样一层氧化膜保护着内部, 在洗刷不锈钢制品或铝制品时, 不要用去污染粉等用力擦拭表面, 否则会破坏那层氧化膜.
不锈钢就是刚里面加入少量铬 其主要成分仍为铁 肯定可以吸起来的 吸不起来的那才不是不锈钢 铁含量超过数量还是会生锈的!
什么是不锈钢?不锈钢有什么特点?不锈钢有哪些分类?
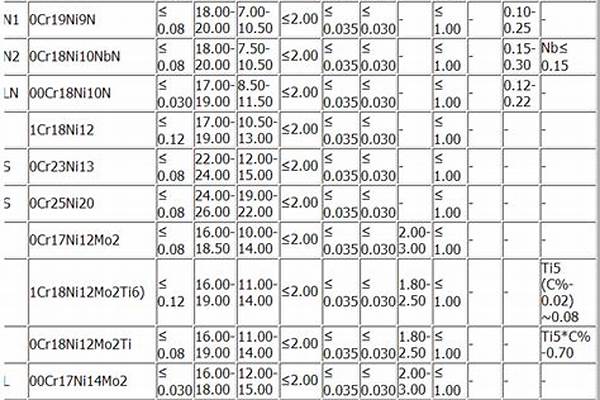
不锈钢的种类繁多,常温下按组织结构可分为几类:
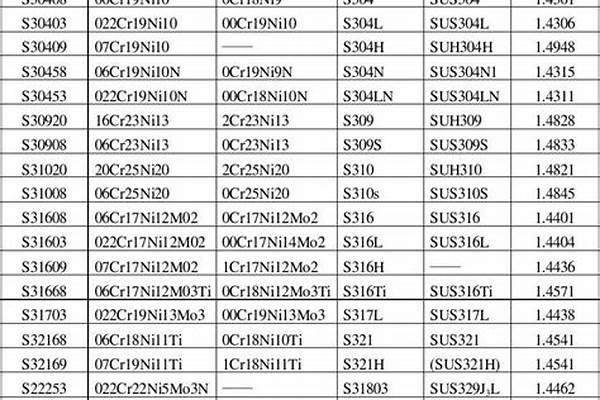
1.奥氏体型:如
303
、304、321、316、310
等;
2.马氏体或铁素体型:如
430、420、410
等;
奥氏体型是无
磁或弱磁性,马氏体或铁素体是有磁性的。
一般来说用作装饰管板的不锈钢多数是奥氏体型的
304
材质,
一般来讲是无磁
或弱磁的,
但因冶炼造成化学成分波动或加工状态不同也可能出现磁性,
但这不
能认为是冒牌或不合格,这是什么原因呢?
上面提到奥氏体是无磁或弱磁性,
而马氏体或铁素体是带磁性的,
由于冶炼
时成分偏析或热处理不当,
会造成奥氏体
304
不锈钢中少量马氏体或铁素体组
织。这样,
304
不锈钢中就会带有微弱的磁性。
304
不锈钢经过冷加工,
组织结构也会向马氏体转化,
冷加工变形
度越大,
马氏体转化越多,
钢的磁性也越大。
如同一批号的钢带,
生产
Φ
76管,
无明显磁感,生产
Φ
9.5
管。因泠弯变形较大磁感就明显一些,生产方矩形管
因变形量比圆管大,特别是折角部分,变形更激烈磁性更明显。
要想完全消除上述原因造成的3
0
4钢的磁性,
可通过高温固溶处理开恢复
稳定奥氏体组织,从而消去磁性。
特别要提出的是,
因上面原因造成的304不锈钢的磁性,
与其他材质的不
锈钢,
如
430
、
碳钢的磁性完全不是同一级别的,
也就是说
304
钢的磁性始
终显示的是弱磁性。
这就告诉,
不锈钢带弱磁性或完全不带磁性,
应判别为
304
或
316
材质;与碳钢的磁性一样,显示出强磁性,应判别为不是
304
材质。
不锈钢专业名词不锈钢专业名词不锈钢专业名词不锈钢专业
名词
通俗地说,不锈钢就是不容易生锈的钢,实际上一部分不锈钢,既有
不锈性,又有耐酸性(耐蚀性)
。不锈钢的不锈性和耐蚀性是由于其表面上富铬
氧化膜
(钝化膜)
的形成。
这种不锈性和耐蚀性是相对的。
试验表明,
钢在大气、
水等弱介质中和硝酸等氧化性介质中,其耐蚀性随钢中铬含水量的增加而提高,
当铬含量达到的百分比时,钢的耐蚀性发生突变,即从易生锈到不易生锈,
从不耐蚀到耐腐蚀。
不锈钢的分类很多。
按室温下的组织结构分类,
有马氏
体型、奥氏体型、铁素体和双相不锈钢;按主要化学成分分类,基本上可分为铬
不锈钢和铬镍不锈钢两大系统;
按用途分则有耐硝酸不锈钢、
耐不锈钢、
耐
海水不锈钢,
按耐蚀类型分可分为耐点蚀不锈钢、
耐应力腐蚀不锈钢、
耐晶
间腐蚀不锈钢等;
按功能特点分类又可分为无磁不锈钢、
易切削不锈钢、
低温不
锈钢、高强度不锈钢。由于不锈钢材具有优异的耐蚀性、成型性、相容性以
以及在很宽温度范围内的强韧性等系列特点,
所以在重工业、
轻工业、
生活用品行
业以以及建筑装饰等行业中获取得广泛的应用
不锈钢加工特点以及加工工艺?
不锈钢(Stainless
steel)按文体来讲,就是在stain(弄脏、脏)后面加了less(不),表示“不弄脏、不脏”的意识。铁生锈了,就是脏了。相铁,不锈钢到什么时候也不变脏(不生锈)。不锈钢的牌号是SUS,是由steel的S,specil
use
的U,stainless的S构成。
不锈钢按成分可分成3种。即:13铬不锈钢、18铬不锈钢、18-8不锈钢。数字分别代表钢的含铬量,而18-8表示铬的质量分数为18%、镍的质量分数为8%。可以说由前到后三个牌号不锈钢的特点为:便宜、一般、贵重。它们碳的质量分数极少,大概只有0.1%。
按其组织状态13铬不锈钢是马氏体型、18铬不锈钢是铁素体型、18-8不锈钢是奥氏体型,而且越往后防锈能力越强。但按强度马氏体型,其次是铁素体型,奥氏体型最弱。
是对不锈钢的很粗略的划分,外行很难区分它们。但有很简单的区分,13铬不锈钢和18铬不锈钢会被磁石吸引,而18-8不锈钢则不会。不锈钢的种类增加到了粗略划分法无法适用的程度。有可以淬硬的,有可以渗碳和渗氮的,有可以固溶处理的,有快速加工性的,有提高了耐蚀性、耐热性和可焊性的。为了对应这种各种各样的要求,一点一点地改变不锈钢的化学成分,制造了具有不同用途的不锈钢材料,这些数都数不清的材料很多都已实现标准化,详情请看JIS标准。在JIS里,现在已经按照美国标准用3位数(原标准为2位数)来表示不锈钢种类的特性。机械工厂内最常见的不锈钢是SUS304,但它的原牌号曾是SUS27。
不锈钢的用途很广,除了用它制造钣金制件之外,现在用棒材进行切削加工的零件也越来越多。不锈钢具有良好的塑性和韧性,但容易产生加工硬化现象。若把这种加工硬化误解成高硬度,从而减小切削时的背吃刀量和进给量,会造成始终在切削加工硬化的部分容易损伤争削的刃部。但只要加大背吃刀量和进给量,不锈钢不难切削。
不锈钢是工业和日常生活使用最多的金属材料,你有兴趣想知道不锈钢的加工特点是什么吗,还有加工工艺流程又是怎么样?下面就由我为你带来不锈钢加工特点以及加工工艺,希望你喜欢。
不锈钢加工特点
1. 加工硬化严重:在不锈钢中,以奥氏体和双相***奥氏体 铁素体***不锈钢的加工硬化现象最为突出.因为不锈钢的塑性大,塑性变形时晶格歪扭,强化系数很大;且奥氏体不够稳定,在切削应力的作用下,部分奥氏体会转变为马氏体;再加上化合物杂质在切削热的作用下,易于分解呈弥散分布,使切削加工时产生硬化层.
2. 切削力大:不锈钢在切削过程中塑性变形大,奥氏体不锈钢***其伸长率超过45号钢的1.5倍***,使切削力增加.同时,不锈钢的加工硬化严重,热强度高,进一步增大了切削抗力,切屑的卷曲折断也比较困难.
3. 切削温度高:切削时塑性变形以及与间的摩擦都很大,产生的切削热多;大量切削热都集中在切削区和刀削接触的介面上,散热条件差.在相同的条件下切削温度比45号钢高200℃左右.
4. 切削不易折断、易粘结:不锈钢的塑性、韧性都很大,在高温、高压下,不锈钢与其他金属的亲和性强,易产生粘附现象,并形成积削瘤,既加剧磨损,又会出现撕扯现象而使已加工表面恶化.含碳量较低的马氏体不锈钢的这一特点更为明显.
5. 易磨损:切削不锈钢过程中的亲和作用,使刀削间产生粘结、扩散,从而使产生粘结磨损、扩散磨损,致使前刀面产生月牙洼,切削刃还会形成微小的剥落和缺口;加上不锈钢中的碳化物***如TiC***微粒硬度很高,切削时直接与接触、摩擦,擦伤,还有加工硬化现象,均会使磨损加剧.
不锈钢零件加工工艺
通过上述加工难点分析,不锈钢的加工工艺以及相关引数设计与普通结构钢材料应具有较大的不同,其具体加工工艺如下:
1.钻孔加工
在钻孔加工时,由于不锈钢材料导热效能差,弹性模量小,孔加工起来也比较困难。解决此类材料的孔加工难题,主要是选用合适的材料
镗孔加工
***1***材料挑选 因加工不锈钢零件时切削力大、切削温度高,材料应尽量挑选强度高、导热性好硬质合金。
此类材料淬火零件的加工,可以采用CBN***立方氮化硼***刀片,CBN硬度仅次于金刚石,硬度可达7000~8000HV,耐磨性很高,与金刚石相比,CBN突出优点是耐热性比金刚石高得多,可达1200℃,可承受很高的切削温度。此外其化学惰性很大,与铁族金属在1200~1300℃时也不起化学作用,非常适合加工不锈钢材料。其寿命是硬质合金或陶瓷的几十倍。
***2***几何引数 几何引数对其切削效能起重要的作用,为使切削轻快、顺利,硬质合金宜采用较大的前角,以提高寿命。一般粗加工时,前角取10°~20°,半精加工时取15°~20°;精加工时取20°~30°。主偏角的挑选依据是,当工艺系统刚性良好时,可取30°~45°;如工艺系统刚性差时,则取60~75°,当工件长度与直径之比超过10倍时,可取90°。
用陶瓷镗削不锈钢材料时,绝大多数情况下,陶瓷均采用负前角进行切削。前角大小一般选应-5°~-12°。这样有利于加强刀刃,充分发挥陶瓷抗压强度较高的优越性。后角大小直接影响磨损,对刀刃强度也有影响,一般选用5°~12°。主偏角的改变会影响径向切削分力与轴向切削分力的变化以以及切削宽度和切削厚度的大小。因为工艺系统的振动对陶瓷极为不利,所以主偏角的挑选要有利于减少这种振动,一般选取30°~75°。选用CBN作为材料时,几何引数为前角0°~10°,后角12°~20°,主偏角45°~90°。
***3***前刀面刃磨时粗糙度值要小 为避免出现切屑粘刀现象,的前、后刀面应仔细刃磨以保证具有较小的粗糙度值,从而减少切屑流出阻力,避免切屑粘刀。
***4***刃口应保持锋利 刃口应保持锋利,以减少加工硬化,进给量和背吃刀量不宜过小,以防止在硬化层中切削,影响使用寿命。
***5***注意断屑槽的磨削 由于不锈钢切屑具有强韧的特点,前刀面上断屑槽修磨应合适,从而使切削过程中断屑、容屑、排屑方便。
***6***切削用量的挑选 不锈钢材料特点,加工时宜选用低速和较大进给量进行切削。
***7***切削液挑选要合适 由于不锈钢具有极易产生粘结和散热性差的特点,在镗削中选用抗粘结和散热性好的切削液相当重要,如选用含氯较高的切削液,以以及具有良好冷却、清洗、防锈和润滑作用的不含矿物油、不含亚酸盐的水溶液,如H1L-2合成切削液。
采用上述工艺,可以克服不锈钢的加工难点,使不锈钢在进行钻、铰、镗孔时寿命得到极大的提高,减少操作中磨刀、换刀次数,在提高生产效率和孔加工质量、降低工人劳动强度和生产成本方面,能取得令人满意的效果。
不锈钢零件加工难点
1. 切削力大,切削温度高
该型别材料强度大,切削时切向应力大、塑性变形大,因而切削力大。此外材料导热性极差,造成切削温度升高,且高温往往集中在刃口附近的狭长区域内,从而加快了的磨损。
2. 加工硬化严重
奥氏体不锈钢以以及一些高温合金不锈钢均为奥氏体组织,切削时加工硬化倾向大,一般来说是普通碳素钢的数倍,在加工硬化区域内切削,使寿命缩短。
3. 容易粘刀
无论是奥氏体不锈钢还是马氏体不锈钢均存在加工时切屑强韧、切削温度很高的特点。当强韧的切屑流经前刀面时,将产生粘结、熔焊等粘刀现象,影响加工零件表面粗糙度。
4. 磨损加快
上述材料一般含高熔点元素、塑性大,切削温度高,使磨损加快,磨刀、换刀频繁,从而影响了生产效率,提高了使用成本。
主要是降低切削线速度,进给。采用专门加工不锈钢或者高温合金的,钻孔攻丝内冷
好了,今天关于“不锈钢材料的特点/a”的话题就讲到这里了。希望大家能够对“不锈钢材料的特点/a”有更深入的认识,并从我的回答中得到一些启示。您有任何问题或需要进一步的信息,请随时告诉我。